
3D Fortify
January - August 2018
3D Fortify is an early-stage startup focused on combining photopolymer stereolithography with magnetized carbon fiber reinforcements to allow for voxel-by-voxel directional reinforcement of 3D printed parts.
During my co-op there I learned a lot about heat transfer and fluid mechanics, and had the opportunity to complete a full design iteration of one of the 5 kW water-cooled resistive electromagnets used for aligning magnetized reinforcements during the printing process, among other smaller projects.
Contributed preliminary design work to WO2020055870A2. Listed as co-inventor.
1. Thermal modeling
Three mutually orthogonal sets of electromagnets surround the print area and are vectored during the print to control field direction, allowing for multiple fiber alignment domains (US Patent 15315509). Maximizing power density is the key driver of printer performance. The existing prototype cooling solution was bulky, expensive, and inefficient.
To accelerate design exploration, I created a finite-element heat transfer model in MATLAB to quickly iterate over parameters and narrow the design space before moving on to more detailed tools.



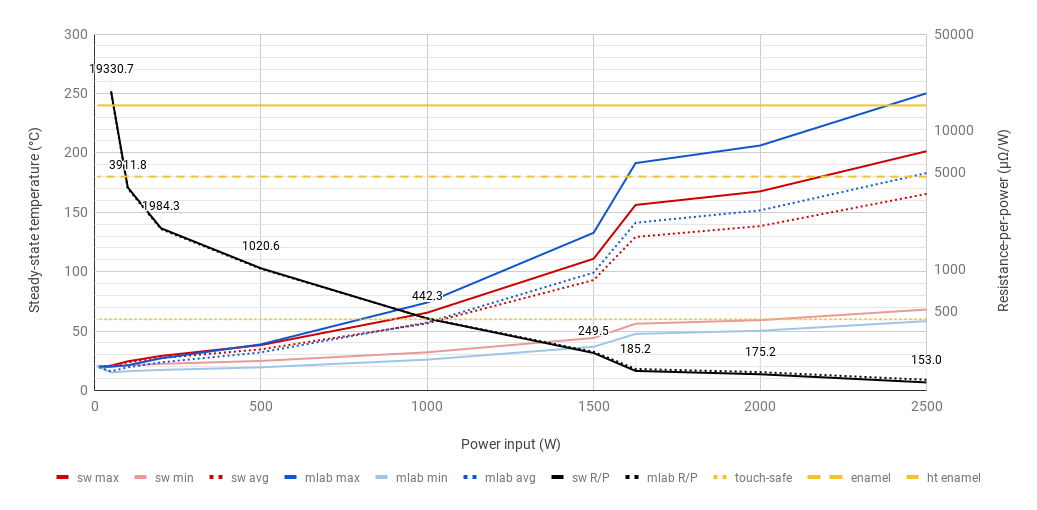
After deciding on the new design topology, I used ANSYS Mechanical to both corroborate the MATLAB model and finalize the design for manufacture. I used ANSYS Fluent to estimate fluid resistance and convection performance more granularly.
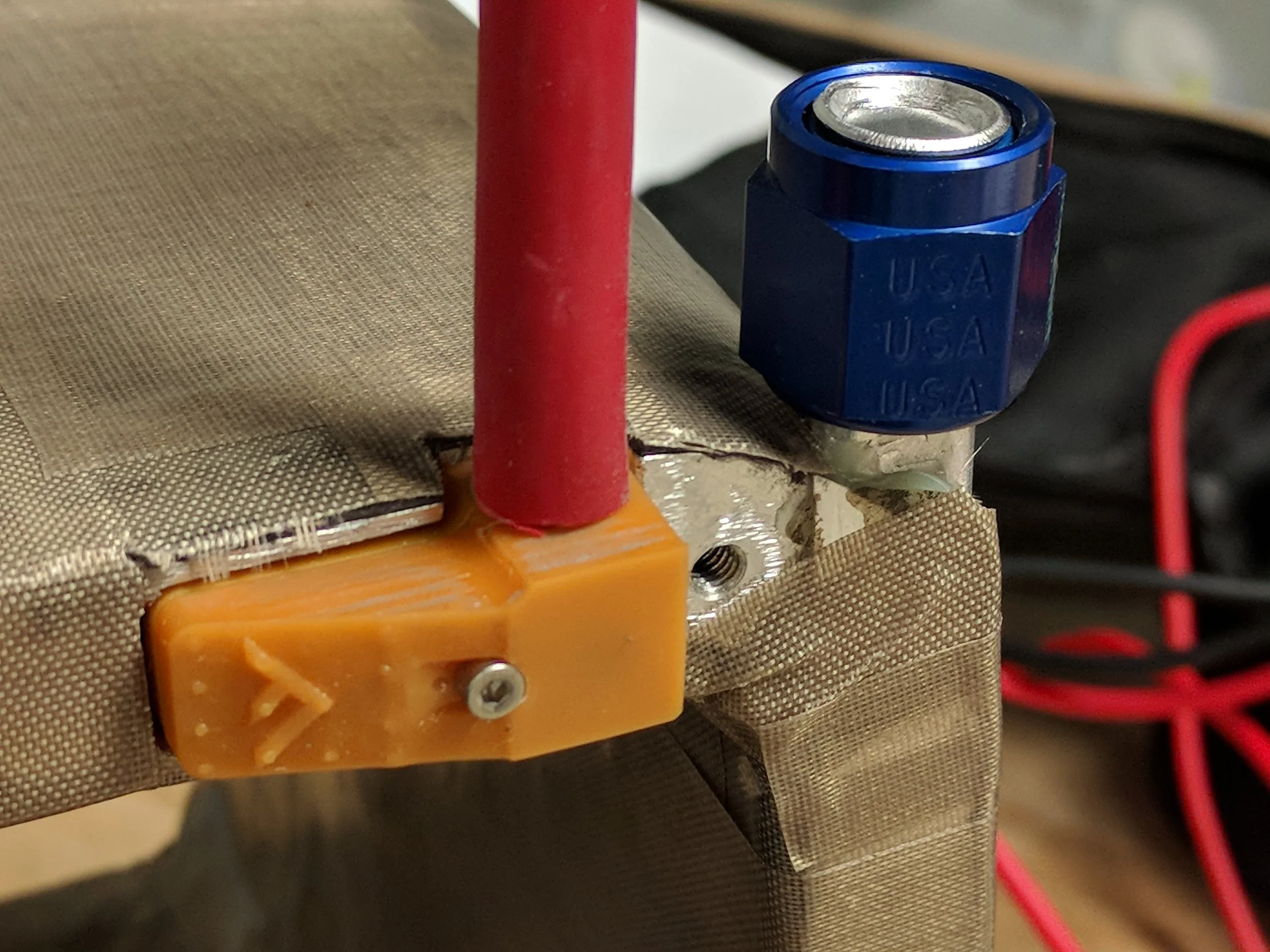
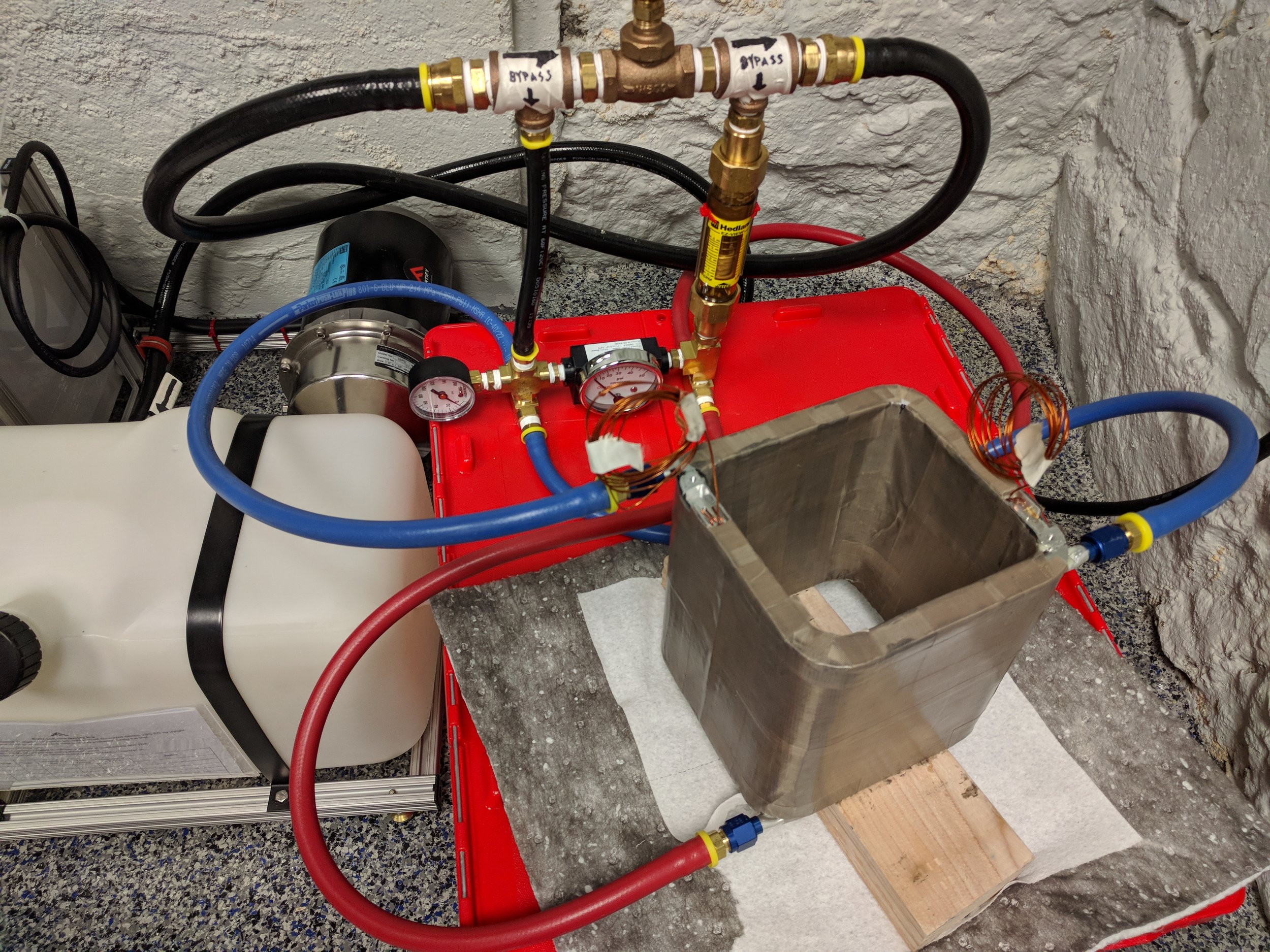
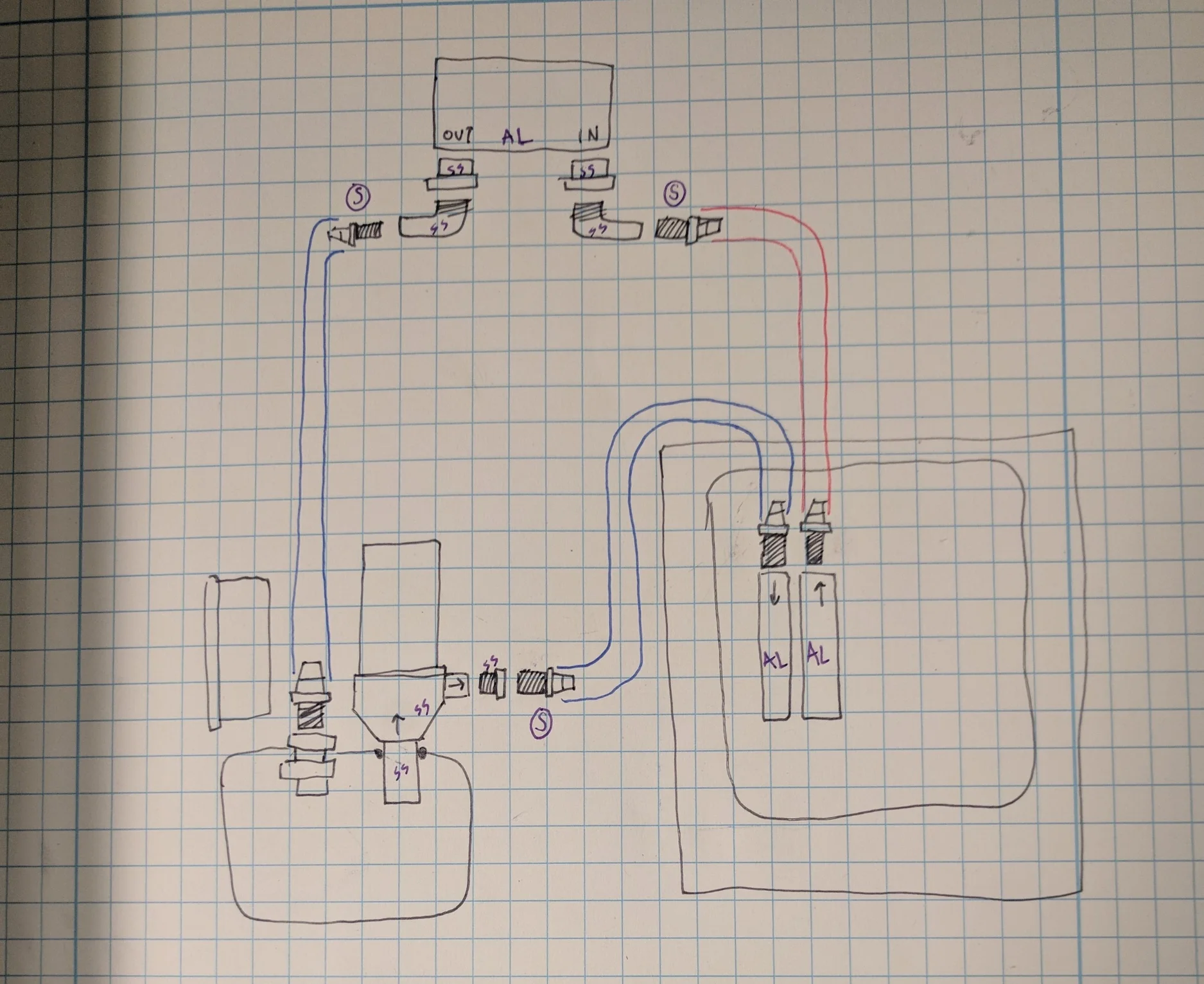
In addition to empirically validating the thermal model to within 5% of the temperature data from the existing magnets, I conducted an empirical test of the new design utilizing a differential pressure gauge, flow meter, throttling valve, and machined plastic prototypes of the manifold geometry.


This topology change from small-diameter copper tubing coldplates to integrated waterjackets allows for more than doubled power density, and thus higher flux densities.
2. Magnet manufacture
After completing the new design, I organized and executed the manufacture of this new prototype, which now featured an integrated, direct-contact cooling jacket to maximize convective surface area and minimize flow resistance.
Ordered and assembled machined and sheet-metal bobbin structure parts
Selected a local coil-winding shop to wrap the magnet wire
Completed a carbon fiber layup as the structural reinforcement for the jacket






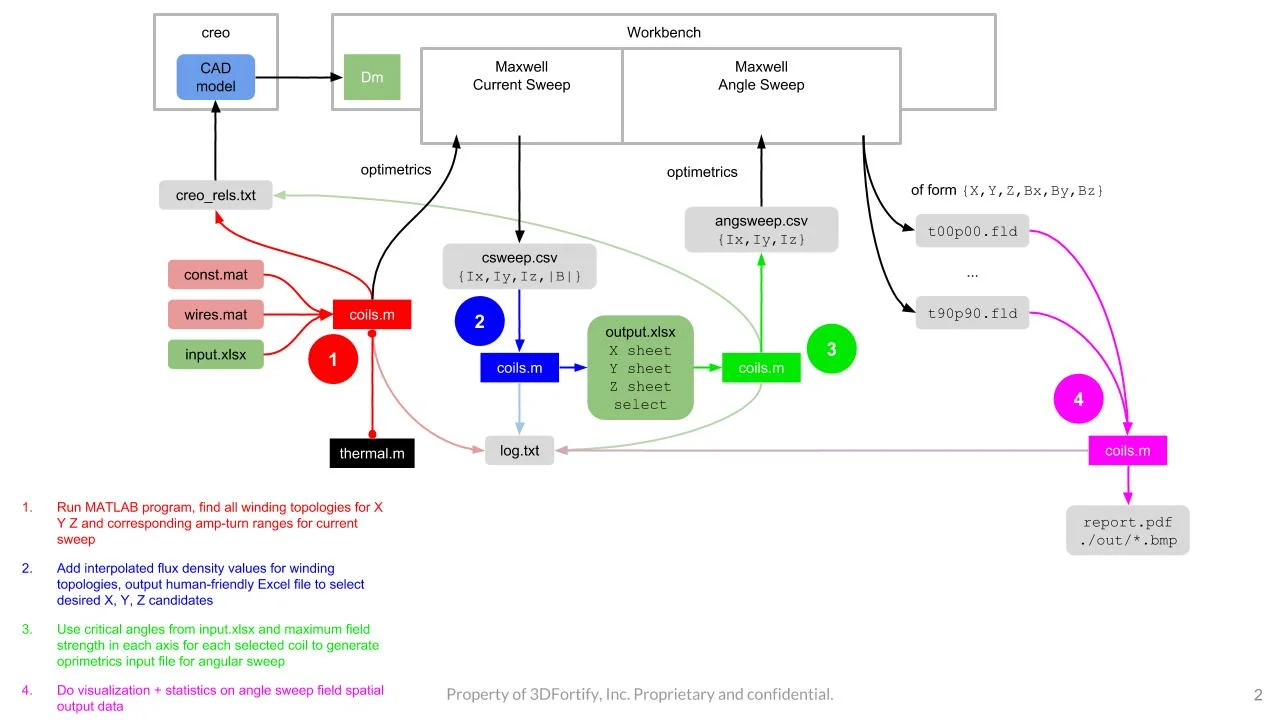
3. Design evaluation program
To further accelerate future magnet design processes, I extended my original MATLAB tool to automate the previously very manual winding topology selection process and streamline subsequent ANSYS Maxwell analyses by interfacing with Excel, creating input files, and processing/visualizing output files.

4. System cooling renovation
In addition to the component-level magnet redesign I executed, I also evaluated the overall thermal design. I replaced the existing large, expensive refrigerated chiller with a much simpler and more compact direct liquid-to-air cooling loop utilizing a centrifugal pump and a window-mounted forced convection heat exchanger, sized to eventually be packaged into the printer itself.


5. Injection molding
One of the key markets 3D Fortify is targeting is injection mold prototypes. I designed three injection molds to be printed in-house for demonstrating material performance to customers.